
CHENGZHAO
CENORE CO.,LIMITED.
PRODUCTS
Plate Production Line
Item No.:
CZ-001
Category:
Summary
We offer a wide range of services including product and tool design, hot forging, casting, deep draw (cold extrusion), cold heading, high precision CNC machining, surface finishing, and sub-assembly. Our main products are high precision accessories of Power system, electrical and telecommunication industry,
keywords:
Description
Product feature:
1. The machine-frame is made by C-type plate welding, with good rigidity and big handling space. The machine sets three die-stations (among them, one is the marking die-station), automatic switching die-stations. Clamping system can adapt to different work pieces, with zero baffle as datum mark, and work-piece supported by rolling-ball working table. Axis X & Y action should be controlled by servo motor and ball-screw driving, and double-axis CNC system controls the position of punching, so as to make the whole machining process automatically; operator may input the sizes of work-piece to computer for repeated calling program in the future.
2. Adopt CNC technology, servo motor infeeding, with high efficiency, stable work-piece precision.
3. Important functional components adopt modular assembly, easy to repair it.
4. Carry out punching, marking and drilling on the one plate.
5. Drilling unit has the functions including rapid falling, slow work-feeding and quick feeding back to improve working efficiency.
6. Easy programming, may input the diameter and position of holes to computer, and also may use the program generated by lofting software, or adopt direct conversion CAD/CAM.
7. The hydraulic station adopts double pump, single motor, water cooling system, sleeve type coupling for all pipelines.
8. The X & Y axis are driven by servo motor, ball screw and linear guide, which ensure the high precision.
9. With self-diagnosis failures function.
10. Lighten the working strength of workers.
11. POWER: Three phase four wire systems
AC Voltage: 380V or 415V for India
Fluctuation of voltage: ±5%
Frequency: 50Hz
Local working temperature: 0—40℃
Special advantages:
■Hydraulic station adopts dual-pump and single motor. Punching speed is faster than other company’s, so it is more efficient and improve the workshop ability.
■It adopts sleeve-type coupling for all pipelines, which avoid leakage.
Specifications:
|
Max size of work piece L×W(mm) |
1500×800 |
|
|
Max. diameter of punching (mm) |
Φ26 |
|
|
Plate thickness of punching (mm) |
5~25 (Q235) 5~20 (Q420, 16Mn) |
|
|
Max. diameter of drilling (mm) |
Φ50 |
|
|
Plate thickness of drilling (mm) |
40 |
|
|
Punching force (kn) |
1200 |
|
|
Marking force (kn) |
1000 |
|
|
Min. distance between hole and plate edge (mm) |
Punching |
25 |
|
Drilling |
Depends on hole diameter |
|
|
Dimensions of characters (mm) |
14×10×19 / 20×12×19 |
|
|
Quantity of characters |
16 |
|
|
Die-stations |
3 |
|
|
Feeding speed of drilling(mm/min) |
25~280 |
|
|
Stroke of drilling spindle(mm) |
180 |
|
|
Rotation speed of drilling spindle(r/min) |
120~560 |
|
|
Precision |
Accordance with GB2694 |
|
|
Programming mode |
Input by keyboard, RS232 interface, floppy disk and USB interface |
|
|
Overall dimensions L×W×H (mm) |
3300×3200×2600 |
|
|
Weight of machine (kg) |
Approx.7000 |
|
Main Components:
|
NO. |
Name |
Manufacturer |
||
|
Main Electric Components |
||||
|
1 |
PLC |
Japan Mitsubishi |
||
|
2 |
Main spindle Motor |
Germany Siemens |
||
|
3 |
Main frequency converters |
Germany Siemens or Rexroth |
||
|
4 |
Servo Motor |
Japan Panasonic |
||
|
5 |
Servo Driver |
|||
|
6 |
Business Computer |
LCD screen |
China Lenovo |
|
|
7 |
Proximity Switch |
Normal open |
AUTONICS |
|
|
8 |
Normal close |
|||
|
9 |
Low-voltage electrical components (switches, buttons, circuit breakers, indicator lights) |
German SIEMENS |
||
|
Main Hydraulic Pressure Components |
||||
|
1 |
Electromagnetic hydraulic Valves |
Italy ATOS |
||
|
2 |
Vane pump |
America DENISON |
||
|
Main Pneumatic Components |
||||
|
1 |
Punching Unit |
Padding Block Cylinder |
Japan SMC |
|
|
2 |
Magnetic Switch |
Japan SMC |
||
Spare parts list:
|
NO. |
Name |
Material |
Qty. |
Remark |
|
1 |
Punch head |
T10A |
12 |
Ф17.6, Ф21.6, Ф25.6 |
|
2 |
Cavity die |
T10A |
24 |
Ф18.7, Ф19.2, Ф22.7, Ф23.2, Ф26.7, Ф27.2 |
|
3 |
Punch head pole |
T10A |
3 |
Including installed in machine |
|
4 |
Character box |
T10A |
2 |
Including installed in machine |
|
5 |
Characters |
T10A |
1 |
Including installed in machine |
|
6 |
Punch head nut |
40Cr |
3 |
Including installed in machine |
|
7 |
Upper claw |
T10A |
3 |
Including installed in machine |
|
8 |
Nether claw |
T10A |
3 |
Including installed in machine |
|
9 |
Proximity switch |
Normal open |
1 |
AUTONICS |
|
10 |
Proximity switch |
Normal close |
1 |
AUTONICS |
|
11 |
Drill holder |
|
1 sets |
Made in China |
|
12 |
Tools |
1 set |
|
|
|
13 |
Spanner for punch head |
1 |
Made by manufacturer |
|
|
14 |
Spanner for double nipple |
2 |
Made by manufacturer |
|
|
15 |
Standby paint |
1 |
1pail for main color and 1pail for warning color |
|
|
16 |
Operation Manual |
2 sets |
|
|
The Main Machine

The main machine is a special hydraulic press which is equipped with pressure apparatus and drill drift holding device. There are three drill drifts on the holding device. They are used to install punch and marking apparatus.The body of the machine uses Type C double-plate jointing structure with the advantage of rigid and high power of anti-eccentric load. The main cylinder is fixed on the body by four high strength bolts which is easy to install and convenient for maintenance.
The work Table

CNC feeding worktable can be divided into fixed part and movable part. The fixed part is set on the ground which is linked with main unit. To the fixed part, alongside the front-back direction of main unit is called Axis Y, and then the fixed part is called Axis Y rack. The movable part is installed on the Axis Y rack through the guide bush which is rolling in straight line, under the driven by the servo motor and ball screw shaft, the movable part is running though the Axis Y to realize precise positioning. To the movable part, alongside the left-right direction of main engine is called Axis X, and then the movable part is called Axis X rack. Axis X rack is closed to the head of the main engine, on both sides which is installed a supporting plate with universal transmission ball to support the work piece. At the back of the Axis X rack, two rolling guide bushes are installed with a sliding plate on the direction of Axis X. Under the driven by the servo motor and ball screw shaft, the sliding plate can running though the Axis X to realize precise positioning.
The Hydraulic Clams
There are two hydraulic clamps on the sliding plate, their location can be moved alongside the Axis X so as to adjust different work piece. While in adjustment, loose the screw and press plate, move the clamp by hand to the adequate place, fasten the screw and press plate again. In the vertical direction, the clamp is in the condition of floating. To the joint plate with slight unevenness, they may be arched during punching, and then the clamp will be moved accordingly to avoid the breakage of clamp. A original location device is installed at the left side of the sliding plate, when the hydraulic cylinder push the locating plate at an angle of 90°, the locating surface is just at the same direction to the Axis Y, and form a rectangle with two clamp surfaces (direction of Axis X) to calibrate the original place of joint plate.
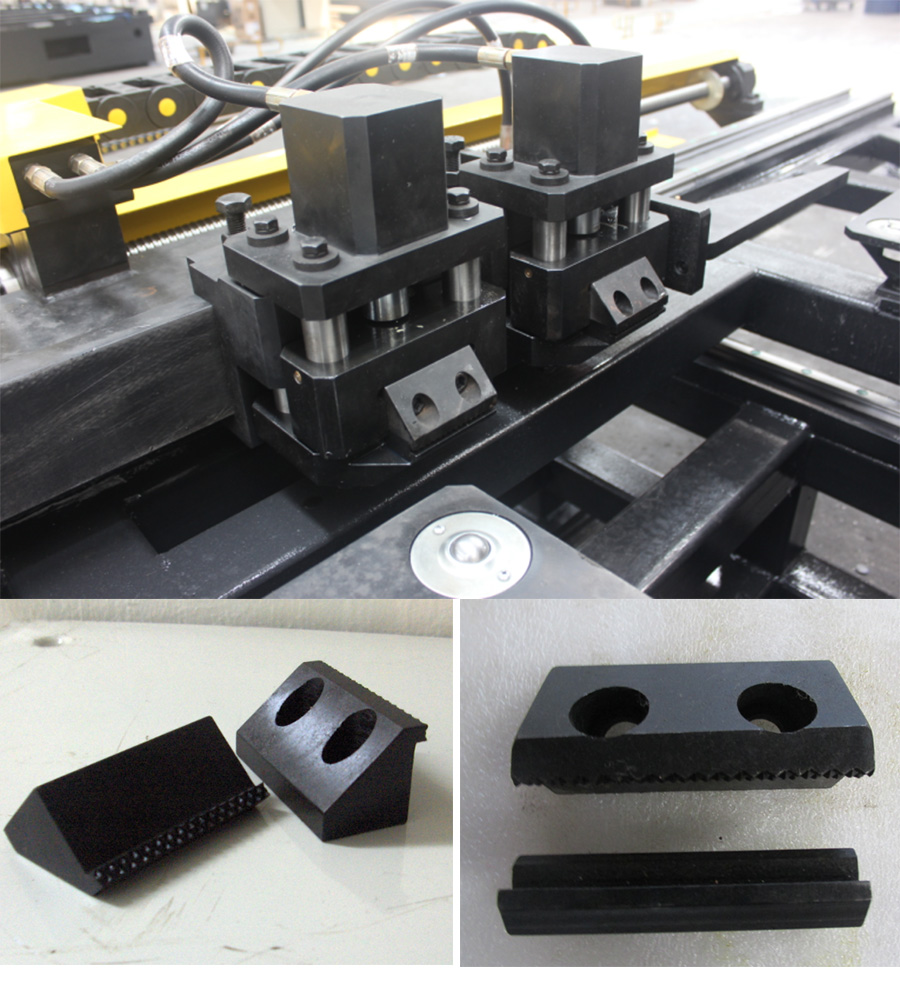
The upper and lower jaws of clamp are spliced which are convenient to replace after abrasion.
The Drilling Unit

This drilling unit enjoys compact design, powerful engine and high efficiency.
With the automatic signal transmission device which can send signals automatically when the drill touches the work piece and finishes punching, the drilling machine possesses the empty run fast forward function and instant transfer to processing function when touches with work piece. After finishes drilling, it can be returned with high speed. In other word, during the drilling work, this drill machine does not need to make any adjustment according to the variation of the lengthen of drill bit or the thickness of the plate, as a result, this drill machine can largely diminish the non-operation time to improve the efficiency.
The drilling and drawing force of the main bearing is provided by the gear driven while the feeding power is driven by the hydraulic cylinder.
The Punching Unit

Three position - One for marking, two for punching

There are one service position of marking and two positions of punching on the machine. While in marking, put the required characters into the character box and fill the vacancy with blank characters, then screw the bolts to tight, insert the character box to the fixed groove at the top of the piston rod. The punching mould shall be selected in accordance with the aperture and plate thickness. The punch is fixed on the rod to tighten the screw, and put the hollowing block into the base of cavity die.
The Hydraulic Station

The hydraulic pressure system is mainly composed of oil tank, punching & marking regulator, pressure system block and drill system block. Each part is connected with steel pipe or hose, and oil tanks are driven under the control of electrical CNC system to realize calibration, clamping, pressing, punching, drilling and marking etc.
High pressure pump and low pressure pump is installed on the oil tank to provide hydraulic power to the whole system.
The Electrical Cabinet
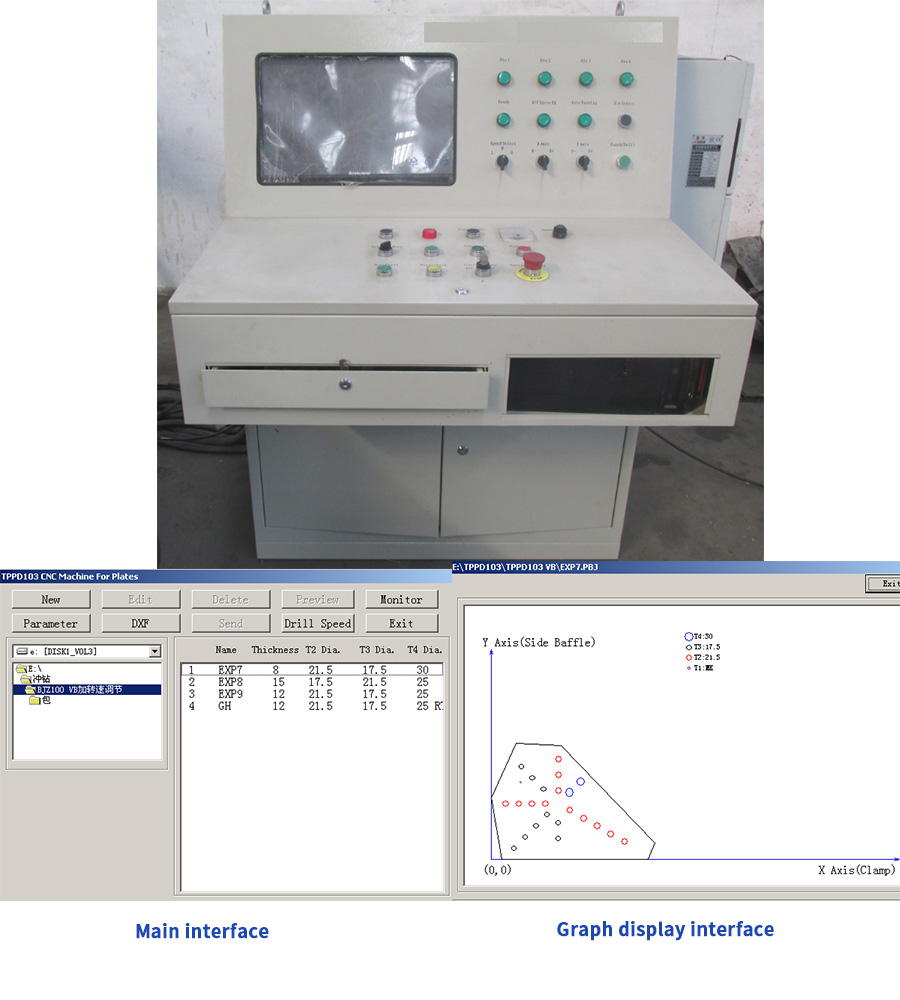
The power supply of this CNC punching machine for joint plates is AC380V, 35KVA, and distributed to a drive supply of AC415V, AC200V and a control supply of AC220V by master switch QF1, servo transformer, and control transformer. The drive supply of AC415V is for the motor of oil pump; the drive supply of AC200V is for servo motor; the control supply of AC220V is for CNC, DC24V regulated power supply, AC contactor, and magnet valves. The DC24V supply is for servo drive, CNC system, PLC and proximity switch.
The Manual Lubrication System
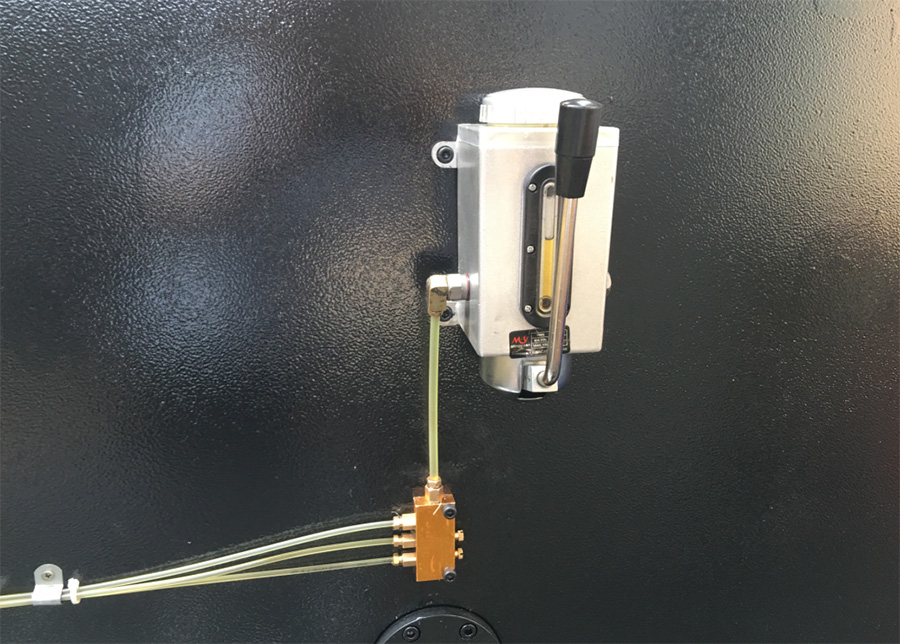

Now we equipped the machine with manual lubrication system, previous client need to lubricate the punching and marking dies one by one, now they just need push the handle, it can lubricate the punching and marking dies simultaneously. The operator don’t need reach out to the inside of machine, It’s more convenient and more security.
(Remark: It’s just need lubricate one or two times of one week, depend on the working environment, if you saw the punching or marking rods dry, then lubricate them.)
Work pieces

Online Message
Thank you for your attention to us. If you have any needs or comments, please leave us a message.
Get Update From Newsletter
Contact Us
ADD: Room 16-3-6, No. 227, Tongji Road, Jiangbei District, Ningbo, Zhejiang Province, China
TEL: +86-13858268513
E-mail: chengzhao@nbchengzhao.com
julie@nbchengzhao.com




Copyright © 2022 Ningbo Chengzhao International Trade Co., Ltd. All rights reserved. Powered by www.300.cn SEO Business licence
{kind=link}